
By Leslie Langnau, Managing Editor The use of mechatronics principles should make new product/device design faster, easier, and deliver fabulous and inexpensive products. But many engineering groups grapple with this design approach. Why do some groups work while others struggle? We’ve heard about the promise of mechatronics for many years. Off-the-record, we hear comments about […]
Maxon Announces Strategic Collaboration with National Instruments
Maxon Precision Motors is pleased to announce a strategic collaboration with National Instruments (Austin, TX). The initiative will look to highlight mutual areas of interest in the field of robotics. An informal relationship between the two companies was initiated as early as 2006, with the inclusion of NI LabVIEW VIs in Maxon’s EPOS family of […]
Increased Sensing Accuracy with Signal conditioning
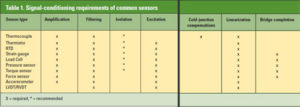
By Brett Burger, National Instruments, Austin, TX Signal conditioning provides a distinct advantage because it enhances both performance and measurement accuracy. For many real-world applications, you must measure environmental or structural parameters, such as temperature or vibration, with sensors. These sensors, in turn, require signal conditioning before a data acquisition device can effectively and accurately […]
Hope For the Future

By Richard Comerford, Editor, Electronic Products One of the most frustrating things that we experience in our day-to-day existence is not being understood. As engineers, we’ve all run into people who have no idea what it is we actually do, and seem totally ignorant of the basic scientific principles and techniques we use every day. […]
Developing a two-wheeled self-balancing transport platform

Annals of a mechatronic system design project By Professor Kevin C. Craig and Matthew A. Rosmarin Rensselaer Polytechnic Institute Figure 1. The Engineering System Investigation Process. A senior design team at Rensselaer Polytechnic Institute (RPI) set out to develop an interdisciplinary mechatronic system by designing and prototyping a two-wheeled robotic locomotion platform inspired by (and […]
The Cutting Edge of Haptic Research

Using tools such as graphical system design, reserachers are developing new, safer ways of interacting with machines that also permit more efficient operation By Gerardo Garcia, Product Manager Ben Black, Systems Engineer National Instruments Have you ever played a car racing video game that shakes when you go off-road? If so, you have interacted with […]