
The loneliness of the long-distance robot: A Cornell University robot named Ranger walked 14.3 miles in about 11 hours, setting an unofficial world record at Cornell’s Barton Hall early on July 6. A human – armed with nothing more than a standard remote control for toys – steered the untethered robot. Ranger navigated 108.5 times […]
Linear Feedback Technology (Linear Motion Part 2)

Linear motion is particularly impacted by the choice of feedback. And for most systems the use of feedback is not an option. Linear motors, for example, cannot be operated without a feedback device. And because of the linear motor’s roots in semiconductor manufacturing, the feedback is usually a high resolution linear tape scale. How much […]
Time – Part 2
Time is the single variable that ties all of motion control and mechatronics together. And if that is so, its impact on our design work cannot be underestimated. The most basic feature of time is its relationship to work. The work done in a mechatronic system is defined through displacement over time. So a bunch […]
Safety Automation Sales to See Growth Through 2012
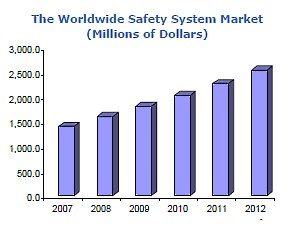
According to an ARC Advisory Group report, process safety system market shows unprecedented growth. ARC Advisory Group reports in Process Safety System Worldwide Outlook – Market Analysis and Forecast Through 2012 strong growth of the Safety Instrumented Systems (SIS) market. But due to the economic downturn in North America, the growth rate will be tempered […]