
Among the many rights that are reserved to the States of the United States is the right to license motor vehicles for operation on public roadways. Last week these rights came into conflict with Uber’s driverless vehicle testing program in San Francisco. In particular there are safety concerns for the citizenry of any state where […]
The Future of Electric Power

The future of electric power is full of uncertainty. How we generate power, where we generate power, how we deliver power are all important issues that are driving change in the utility industry. Those changes will factor into the future price of electricity, but even more important is understanding the demand side. Will power demand […]
Time and Motion
Among the difficulties in mechatronics are the many relationships within any given system. In most cases we approach each application from a certain perspective and somewhat randomly try to sort out he most important relationships in terms that are familiar to us as individuals. For the mechanical engineer it is easiest to interpret mechatronics as […]
Engineering Big Challenges

Machines are designed to fulfill a purpose. That purpose is usually to solve a specific problem. In broad terms, machines convert input energy into motion to perform a task or produce a product. Machines are inanimate, even though they often exhibit motion through the use of mechanisms. Machinery is primarily about doing work, doing it […]
What is Intelligence?

In order to have a discussion about artificial intelligence, we need to understand what intelligence is. Just defining what intelligence is, is no small thing. Mankind has been trying to define it for as long as we have been around. Rats can exhibit considerable intelligence by solving a maze using cognitive and problem solving intelligence. […]
Artificial Intelligence may not be so Intelligent

Computers have, so far, shown no signs of evolving. No cellphone has initiated a phone call on it’s own or started a conversation with a human. The science of statistics suggests that a room full of monkeys will someday generate a Shakespeare play. Something to do with random processes and time. A computer will never […]
The Language of Control and other Semantic Problems
The English language is the de facto second language of the world. And with respect to the many great contributions of science pioneers in all the many cultures of the world, English ends up as the language of engineering and control systems. Not really surprising since English is also the primary language of commerce, even […]
Power Conversions
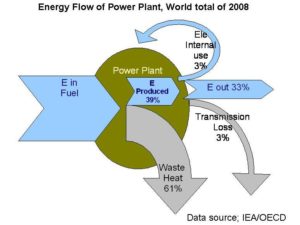
Generating electrical power for use by consumers or industry is a big business. There is a lot of applied science required in order to make it all work. Strangely the dominant method of generating electricity is almost always by burning something to make steam, the steam turns a turbine that is attached to a generator. […]
Delivering Electric Power – Part 2

Delivering electric power across the United States was an incredible accomplishment that spanned decades. From the early electric ‘grids’ in urban areas dedicated to bringing electric light to millions of customers to the giant electric GRID that we have today has changed society forever. there are many issues with the current grid. The fact that […]
Delivering Electric Power

More than any other form of power, electricity has the virtue of portability. Compared to steam, hydraulic or any other form of power, electrons are easier to move than anything else, even when there are lots of them. In the ‘War of the Currents’ we discovered that alternating current was even more portable than direct […]
Machine Learning

Machine learning is a special branch of artificial intelligence. Sadly, a lot of the terminology used in discussion of these subjects is ambiguous and designed to suggest equivalence with humans at some level. At this point, none of the applications of artificial intelligence are anything of the sort. There are, however, a number of applications […]
Robots and Automation
In manufacturing circles, the recent headline that Foxconn, Apple’s biggest contract manufacturer, intends to install 60,000 robots to replace workers is big news. The implications of that news are something we should all take time to consider. Work. Is there anything we do to avoid it? Since the earliest days of the industrial revolution human […]
Manufacturing lines are getting a little Blurry

3D printing is making a big splash in the market. There have been a number of variants of the technology that are driving very complex changes into the manufacturing landscape, and it’s making the lines of demarcation a little blurry. That’s intentional since the key value of printed parts is reducing the cost threshold to […]
Work is What We Do – Part 2
How we do work has changed dramatically over the last few hundred years. We can arbitrarily refer to the Industrial Revolution using steam power as Industrie 1.0, irrespective of the fact that we should really be talking about Industry 2.0 or 3.0 based on a more appropriate historical context. Even assuming 1.0, Industrie 2.0 would […]
Work is What We Do – Part 1

Work is what we do to feed, clothe and shelter ourselves and our loved ones. Work is that effort required to achieve survival and safety. Throughout human history and even today in some rural areas, work is as basic as finding water and food. The various inventions around doing work, providing water, food and shelter, […]
Reflections on the Manufacturing Technology Show

For decades we have had the Machine Tool Show in Chicago every two years. Currently the show, formerly know as the International Machine Tool Show is now being re-branded as the International Manufacturing Technology Show. And that’s a good thing. They get to keep the same IMTS letters. While the show has a long tradition […]
The Industrial Internet of Things, for Real
How might the Industrial Internet of Things actually play out? Big Data and Internet of Things are huge buzz words that are being thrown around pretty loosely. Mostly opinions and generalities. Breaking it down to something more practical, Big Data is simply the side effect of control equipment that is able to transmit all the […]
More Material Handling Magic

Could a future implementation of the Industrial Internet of Things include an application that manages the flow of products super efficiently so that the local grocery store can react to your purchase of a half gallon of milk late on a Saturday afternoon? Sure, why not? Vending machines have operated this way for years. Internet […]
Material Handling Magic
Arthur C. Clarke said “Any sufficiently advanced technology is indistinguishable from magic.” Every so often a shift takes place that borders on magic. In the world of material handling there have been a series of advances that cumulatively look like the industry has created magic. Tools from the information age have transformed all aspects of […]
Industrial Intelligence, the next revolution in control

The next revolution in automation is the much hyped, Industrie 4.0 as the Europeans refer to it. What is it really? It is the application of relatively unlimited computing power to the existing set of problems we already deal with. Making stuff, like cars, beer, toothbrushes, whatever. So it’s the same set of problems with […]
Intelligence is Coming to an object near You

Does Artificial Intelligence mean that mankind’s goal is to create human intelligence? Depends on who you ask. If that is the assumption, it is not likely to happen any time soon. Does AI mean that we have the ability to create control systems with more complex behavior? Yes, absolutely. And indeed, that is what Manufacturing […]
Machine Intelligence

The Machine Intelligence debate goes on, with the latest topics including predictive maintenance. The implication seems to be that if a machine can predict equipment failures and eliminate them by creating messages to human operators or maintenance technicians to take preventive action, that this is a sign of intelligence. The root of the confusion is […]